全部
位置:中冶有色 > 有色產品 >
礦山設備
冶金設備
材料制備及加工設備
環境保護設備
分析檢測設備
材料
功能材料設備
復合材料設備
新能源材料設備
鋰電設備
合金材料設備
加工設備
> 加工設備
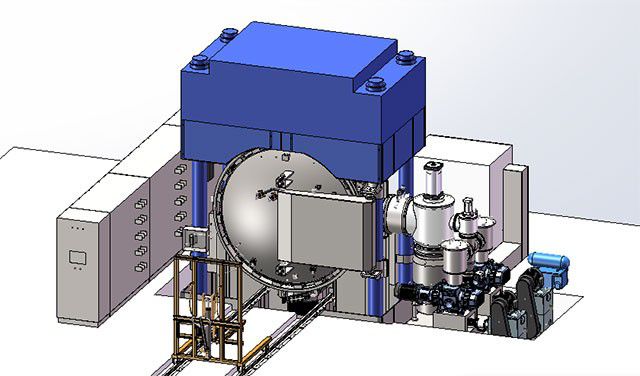
> 真空擴散焊爐
標題:真空擴散焊爐

 246
246 
 分享 0
分享 0
 舉報 0
舉報 0
 收藏 0
收藏 0
 反對 0
反對 0
 點贊 0
點贊 0




























































 青海 - 西寧
青海 - 西寧 2025年07月09日 ~ 11日
2025年07月09日 ~ 11日






